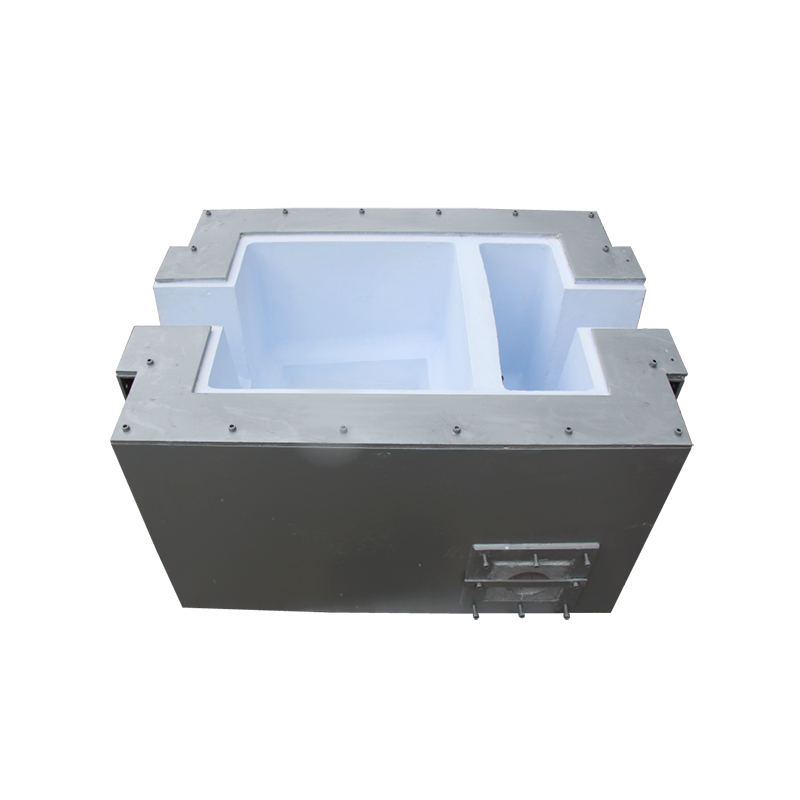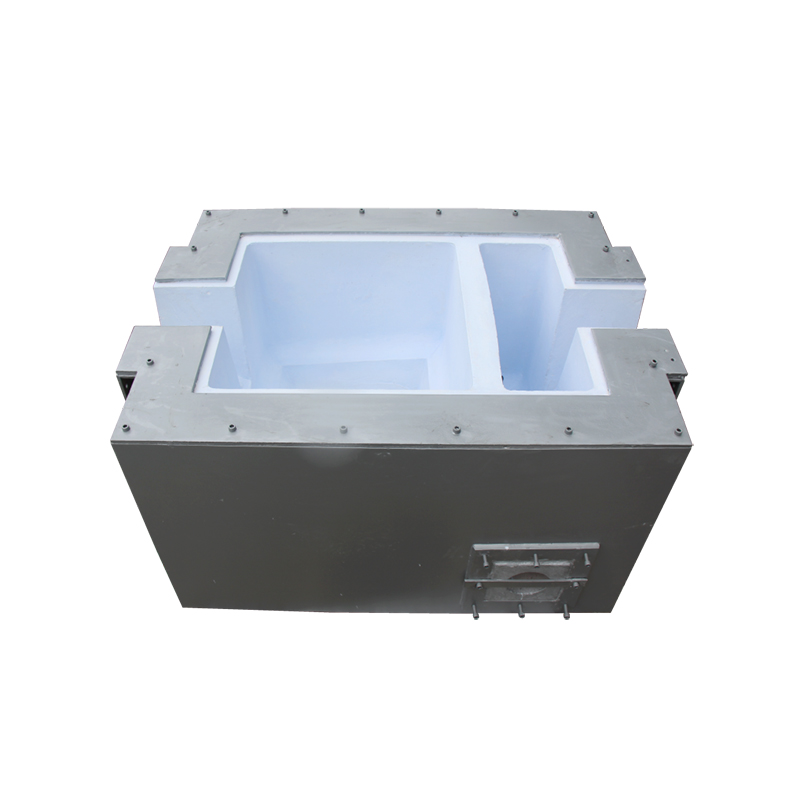
ସିରାମିକ ଫିଲ୍ଟର ବୋର୍ଡ ଫିଲ୍ଟର ତରଳ ଆଲୁମିନିୟମ ସହିତ ଫିଲ୍ଟର ବାକ୍ସ |
ଆଲୁମିନିୟମ୍ ଏକ୍ସଟ୍ରୁଜନ୍ ପ୍ରେସ୍ ର ପ୍ରସ୍ଥାନରେ ଥିବା ଗ୍ରାଫାଇଟ୍ ପ୍ଲେଟ୍ ଏକ ତେଲ ଲଗାଇବା ଭୂମିକା ଗ୍ରହଣ କରିଥାଏ |ସାଧାରଣତ ,, ଅଧିକ କଠିନ-ଗ୍ରେଡ୍ ଗ୍ରାଫାଇଟ୍ ବ୍ୟବହୃତ ହୁଏ |ଉଚ୍ଚ-ଶୁଦ୍ଧତା ଗ୍ରାଫାଇଟ୍ ସୂକ୍ଷ୍ମ ଏବଂ ଚିକ୍କଣ, ଏବଂ ଆଲୁମିନିୟମ୍ ପଦାର୍ଥକୁ ସ୍କ୍ରାଚ୍ କରିବାର ସମ୍ଭାବନା ବହୁତ କମ୍ ଅଟେ |ଏହି ଉଚ୍ଚ-ଶୁଦ୍ଧ ପଦାର୍ଥ ବ୍ୟବହାର କରିବା ଦ୍ୱାରା ସେବା ଜୀବନ ବହୁଗୁଣିତ ହେବ ଏବଂ ଅପେକ୍ଷାକୃତ ଖର୍ଚ୍ଚ ସଞ୍ଚୟ ହେବ |
ଉତ୍ପାଦ ନାମ: ଆଲୁମିନିୟମ୍ ପ୍ରୋଫାଇଲ୍ ଗ୍ରାଫାଇଟ୍ ସିଟ୍ |
ଉତ୍ପାଦ ଗୁଣ: କଷ୍ଟୋମାଇଜ୍ ପ୍ରକ୍ରିୟାକରଣ ବିଭିନ୍ନ ଗ୍ରାଫାଇଟ୍ ଉତ୍ପାଦ ଉତ୍ପାଦନରେ ବିଶେଷଜ୍ଞ, ଯାହା ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ କଷ୍ଟମାଇଜ୍ ହୋଇପାରିବ!
1. ଯଦି ଆପଣଙ୍କର ଚିତ୍ର ଅଛି, ଦୟାକରି ଚିତ୍ରାଙ୍କନ ପଠାନ୍ତୁ (CAD, PDF, ହାତରେ ଅଙ୍କିତ ସ୍କେଚ୍) |
2. ଆକାର, ପରିମାଣ, ଘନତା ଇତ୍ୟାଦି ବ୍ୟାଖ୍ୟା କର |
3. ପ୍ରକ୍ରିୟାକରଣ ପ୍ରଯୁକ୍ତିବିଦ୍ୟା ନିର୍ଣ୍ଣୟ କରନ୍ତୁ (ସରଳ କାଟିବା, ପିଚ୍ କରିବା, କଷ୍ଟମ୍-ନିର୍ମିତ ହେଟେରୋଜକ୍ସୁଆଲ୍ ପାର୍ଟସ୍, ଗ୍ରାଇଣ୍ଡିଂ, ମିଲ୍ ଏବଂ କଟା କାଟି ଇତ୍ୟାଦି) |
4. କୋଟେସନ୍ ପରେ ଦେୟ ପ୍ରଦାନ କରାଯାଇପାରିବ |
ଧ୍ୟାନ ଦିଅନ୍ତୁ:ଯଦି ଆକାର ବିଶେଷ ସଠିକ୍ ହେବା ଆବଶ୍ୟକ ହୁଏ, ଦୟାକରି ବ୍ୟାଖ୍ୟା କରନ୍ତୁ, କାରଣ ସାଧାରଣ ପ୍ରକ୍ରିୟା ଯେପରିକି କାଟିବା, ଗ୍ରାଇଣ୍ଡ୍ ଏବଂ ପିଚ୍ କରିବା ପାଇଁ ଏକ ନିର୍ଦ୍ଦିଷ୍ଟ ସହନଶୀଳତା ରହିବ |ଯଦି ସ୍ୱତନ୍ତ୍ର ଆକୃତିର ଅଂଶଗୁଡ଼ିକ ପାଇଁ ସଠିକତା ଆବଶ୍ୟକତା ଅଛି, ତେବେ ଏହାକୁ ମଧ୍ୟ ଆଗରୁ ବ୍ୟାଖ୍ୟା କରାଯିବା ଉଚିତ |ସାବଧାନତାର ସହ ଶୁଟିଂ ବ Features ଶିଷ୍ଟ୍ୟଗୁଡିକ: 1 ଭଲ ତାପମାତ୍ରା ପ୍ରତିରୋଧ 2 ତେଲ ଏବଂ ପୋଷାକ ପ୍ରତିରୋଧ 3 ଭଲ ତାପଜ ଚାଳନା 4 ବୃତ୍ତିଗତ କଷ୍ଟମ୍ ସଠିକତା ଯନ୍ତ୍ର |
ରେଟିକ୍ୟୁଲେଡ୍ ସେରାମିକ୍ ଫୋମ୍ ଫିଲ୍ଟରେସନ୍ ସହିତ କାଷ୍ଟିଂ ପ୍ରୟୋଗ ପାଇଁ ଉପଯୁକ୍ତ |
1. ଥର୍ମାଲ୍ ଶକ୍ ବିଷୟରେ ଚିନ୍ତା ନକରି ଏହାକୁ ସିଧାସଳଖ କୋଠରୀ ତାପମାତ୍ରାରେ ବ୍ୟବହାର କରାଯାଇପାରିବ |
2. କ No ଣସି ତାପଜ ବିସ୍ତାର ଏବଂ ନିମ୍ନ ତାପଜ ଚାଳନା |
3. ଏହା ଆଲୁମିନିୟମରେ ଭାସମାନ ହୋଇପାରେ, ଯାହା ଚିତ୍ତାକର୍ଷକ ଅନ୍ତର୍ଭୂକ୍ତିର ସମ୍ଭାବନାକୁ ହ୍ରାସ କରିଥାଏ |
1. ଫିଲ୍ଟର ବାକ୍ସ ସଫା କର |
2. ଫିଲ୍ଟର ପ୍ଲେଟକୁ ଧୀରେ ଧୀରେ ଫିଲ୍ଟର ବାକ୍ସରେ ରଖନ୍ତୁ, ଏବଂ ତରଳ ଆଲୁମିନିୟମର ପ୍ରବାହକୁ ରୋକିବା ପାଇଁ ହାତରେ ଫିଲ୍ଟର ପ୍ଲେଟ ଚାରିପାଖରେ ସିଲ୍ ଗ୍ୟାସ୍କେଟ୍ ଦବାନ୍ତୁ |
3. ଫିଲ୍ଟର ବାକ୍ସ ଏବଂ ଫିଲ୍ଟର ପ୍ଲେଟକୁ ସମାନ ଭାବରେ ଗରମ କରନ୍ତୁ ଯାହା ସେମାନଙ୍କୁ ତରଳ ଆଲୁମିନିୟମର ତାପମାତ୍ରା ନିକଟରେ ରଖିବ |ଆର୍ଦ୍ରତା ହଟାଇବା ଏବଂ ପ୍ରାରମ୍ଭିକ ତତକ୍ଷଣାତ୍ ଫିଲ୍ଟରେସନ୍ କୁ ସୁଗମ କରିବା ପାଇଁ ଗରମ କରନ୍ତୁ |ଇଲେକ୍ଟ୍ରିକ୍ କିମ୍ବା ଗ୍ୟାସ୍ ଗରମ ବ୍ୟବହାର କରି ପ୍ରିହେଟିଂ କରାଯାଇପାରିବ |ସାଧାରଣ ପରିସ୍ଥିତିରେ, ଏହା ପ୍ରାୟ 15-30 ମିନିଟ୍ ନେଇଥାଏ |
4. କାଷ୍ଟିଂ ସମୟରେ ଆଲୁମିନିୟମ୍ ହାଇଡ୍ରୋଲିକ୍ ମୁଣ୍ଡର ପରିବର୍ତ୍ତନ ପ୍ରତି ଧ୍ୟାନ ଦିଅନ୍ତୁ |ସାଧାରଣ ପ୍ରାରମ୍ଭିକ ଚାପ ମୁଣ୍ଡ 100-150 ମିମି ଅଟେ |ଯେତେବେଳେ ତରଳ ଆଲୁମିନିୟମ୍ ପାସ ହେବା ଆରମ୍ଭ କରେ, ଚାପ ମୁଣ୍ଡ 75-100 ମିମି ତଳକୁ ଖସିଯିବ, ଏବଂ ତା’ପରେ ଚାପ ମୁଣ୍ଡ ଧୀରେ ଧୀରେ ବୃଦ୍ଧି ପାଇବ |
5. ସାଧାରଣ ଫିଲ୍ଟରେସନ୍ ପ୍ରକ୍ରିୟା ସମୟରେ, ଫିଲ୍ଟର ପ୍ଲେଟକୁ ଧକ୍କା ଦେବା ଏବଂ କମ୍ପନରୁ ଦୂରେଇ ରୁହନ୍ତୁ |ଏଥି ସହିତ, ଆଲୁମିନିୟମ ଜଳର ଅତ୍ୟଧିକ ବ୍ୟାଘାତକୁ ଏଡାଇବା ପାଇଁ ଲଣ୍ଡରକୁ ଆଲୁମିନିୟମ ପାଣିରେ ଭରିବା ଉଚିତ |
6. ଫିଲ୍ଟରେସନ୍ ପରେ, ଫିଲ୍ଟର ପ୍ଲେଟକୁ ଠିକ୍ ସମୟରେ ବାହାର କରି ଫିଲ୍ଟର ବାକ୍ସ ସଫା କର |
ଫୋମ୍ ସିରାମିକ୍ ଫିଲ୍ଟର ପ୍ଲେଟର ଫିଲ୍ଟରେସନ୍ ଦକ୍ଷତାକୁ ଫଳପ୍ରଦ ଭାବରେ ହୃଦୟଙ୍ଗମ କରିବା ପାଇଁ ସାଇଜ୍ ଷ୍ଟାଣ୍ଡାର୍ଡ ଗଠନ କରିବା |ସାଧାରଣ ନିର୍ଦ୍ଦିଷ୍ଟତା ସହିତ, ଏହା ଗ୍ରାହକଙ୍କ ଆବଶ୍ୟକତା ଅନୁଯାୟୀ ଡିଜାଇନ୍ ଏବଂ ଉତ୍ପାଦିତ ହୋଇପାରିବ |