



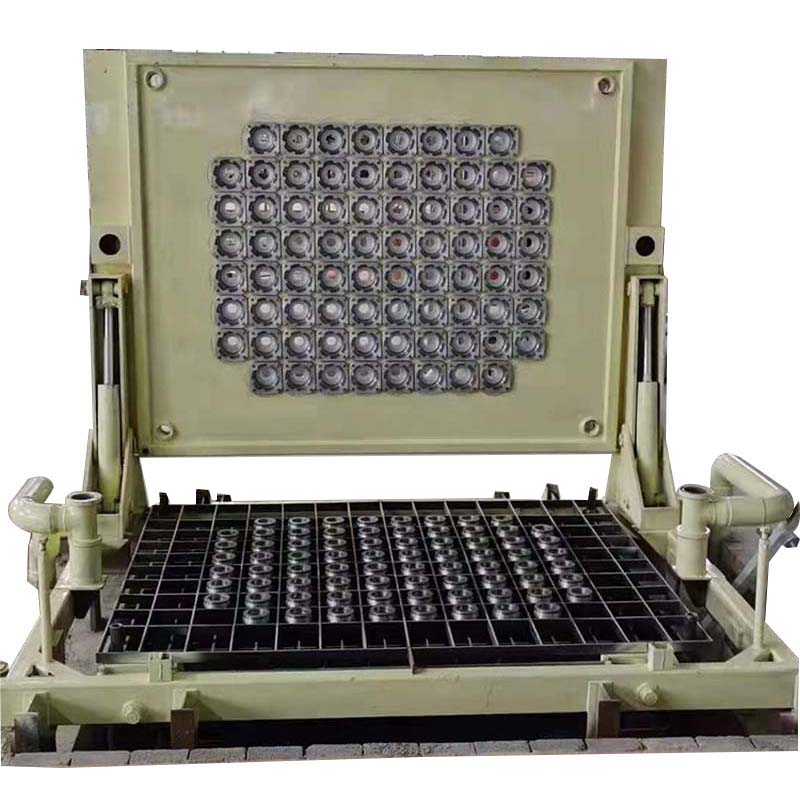
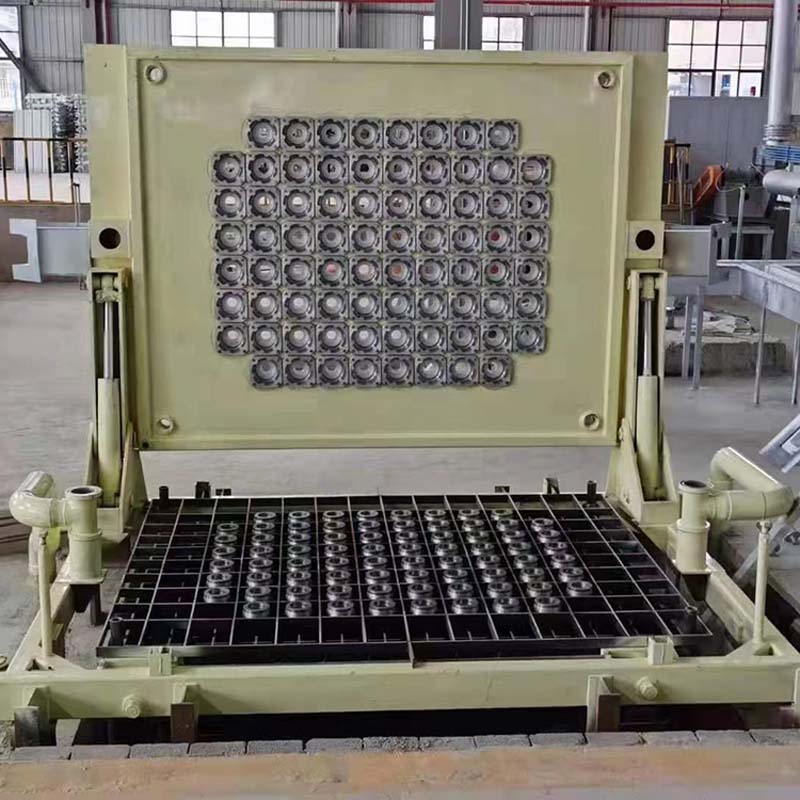


ଆଲୁମିନିୟମ୍ ଫାଉଣ୍ଡ୍ରି ପାଇଁ ହଟ୍ ଟପ୍ ବିଲେଟ୍ କ୍ରମାଗତ କାଷ୍ଟିଂ ମେସିନ୍ |
ପଲର୍, ହାଇଡ୍ରୋଲିକ୍ କେବୁଲ୍, ଭଲ ର୍ୟାକ୍, ଲିଫ୍ଟର୍, ଷ୍ଟିଲ୍ ଦଉଡି, ଗାଇଡ୍ ରୋଲର୍ ସିଷ୍ଟମ୍ ଗଠିତ |
ପୁଲର୍ ମୋଟର, ବଡ ଗିଅର୍ ରିଡ୍ୟୁଟର, ଷ୍ଟିଲ୍ ଦଉଡି, ର୍ୟାକ୍ ଇତ୍ୟାଦିରେ ନିର୍ମିତ |
ହାଇଡ୍ରୋଲିକ୍ ଟେବୁଲ୍ ହାଇଡ୍ରୋଲିକ୍ ପାୱାର୍ ପ୍ୟାକ୍, ଟ୍ୟାଙ୍କ, ଟର୍ନିଂ ଟେବୁଲ୍, ପାଇପ୍ ଏବଂ ଭଲଭ୍ ଇତ୍ୟାଦିରେ ତିଆରି |
ର୍ୟାକ୍ ବ୍ୟତୀତ ହାଇଡ୍ରୋଲିକ୍ ଟେବୁଲ୍ ସ୍ଥାପିତ ହୋଇଛି, ହାଇଡ୍ରୋଲିକ୍ ଟେବୁଲ୍ ଉପରେ ଉପର ମଡ୍ଡ ଇନଷ୍ଟଲ୍ ହୋଇଛି, ଲୋୟର ମଲ୍ଡ ଲିଫ୍ଟର୍ ର୍ୟାକ୍ ଇନଷ୍ଟଲ୍ ହୋଇଛି, କାଷ୍ଟିଂ ସମୟରେ ଲିଫ୍ଟର୍ କମ୍ ସୀମାକୁ ଟାଣିବ, ତା’ପରେ ଷ୍ଟିଲ୍ ଦଉଡିରେ କ୍ୟାଟିଂ ଶେଷ କରିବାକୁ ଉଚ୍ଚତା ସୀମାକୁ ଯାଆନ୍ତୁ |
ଉତ୍ପତ୍ତି ସ୍ଥାନ:ଗୁଆଙ୍ଗଡଙ୍ଗ, ଚୀନ୍
ଅବସ୍ଥା:ନୂତନ, ନୂତନ
ମେସିନ୍ ପ୍ରକାର:କାଷ୍ଟିଂ ମେସିନ୍, କାଷ୍ଟିଂ ମେସିନ୍ |
ଭିଡିଓ ଆଉଟଗୋ-ଯାଞ୍ଚ:ପ୍ରଦାନ କରାଯାଇଛି |
ଯନ୍ତ୍ର ପରୀକ୍ଷା ରିପୋର୍ଟ:ପ୍ରଦାନ କରାଯାଇଛି |
ମାର୍କେଟିଂ ପ୍ରକାର:ନୂତନ ଉତ୍ପାଦ 2020
ମୂଳ ଉପାଦାନଗୁଡ଼ିକର ୱାରେଣ୍ଟି:1 ବର୍ଷ
ମୂଳ ଉପାଦାନଗୁଡିକ:ଗିଅରବକ୍ସ, ମୋଟର, ଗିଅର୍, ପମ୍ପ |
ଭୋଲଟେଜ୍:380V, 50HZ
ୱାରେଣ୍ଟି:1 ବର୍ଷ
ମୁଖ୍ୟ ବିକ୍ରୟ ବିନ୍ଦୁ:କାର୍ଯ୍ୟ କରିବା ସହଜ |
ଶୋ’ରୁମ୍ ଅବସ୍ଥାନ:କିଛି ନୁହେଁ |
ପ୍ରଯୁଜ୍ୟ ଶିଳ୍ପଗୁଡିକ:ଉତ୍ପାଦନ କାରଖାନା |
ଓଜନ (KG):5000
ବିଲେଟ୍ ଲମ୍ବ:6 ମିଟର |
ବିଲେଟ୍ ବ୍ୟାସ:70-406 ମିମି
ବିଲେଟ୍ ବ୍ୟାସ:3-16 ଇଞ୍ଚ |
କାଷ୍ଟିଂ ପଦ୍ଧତି:ହଟ୍ ଟପ୍ କାଷ୍ଟିଂ, ଏୟାର ସ୍ଲିପର୍ କାଷ୍ଟିଂ, ତେଲ ସ୍ଲିପର୍ କାଷ୍ଟିଂ |
ପ୍ରୟୋଗ:ଫାଉଣ୍ଡ୍ରି ଇଣ୍ଡଷ୍ଟ୍ରି |
ବ୍ୟବହାର:ରାଉଣ୍ଡ ବାର୍ |
ପ୍ରକାର:ଭୂସମାନ୍ତର କ୍ରମାଗତ କ୍ୟାସିଂ ମେସିନ୍ |
ପ୍ରଯୁକ୍ତିବିଦ୍ୟା:ସ୍ୱୟଂଚାଳିତ ଛାଞ୍ଚ ଆଡଜଷ୍ଟମେଣ୍ଟ୍ |
କାଷ୍ଟିଂ ମେସିନ୍ କାଷ୍ଟିଂ ସିଷ୍ଟମ୍ (ଲେଭଲ୍ କ୍ଲୋଜ୍-ପ୍ୟାକ୍ ହୋଇଥିବା ହଟ୍-ଟପ୍) ଗ୍ରହଣ କରେ, ଡମି ବାର୍ ସହିତ ସଠିକ୍ ସ୍ଥିତିରେ ଟାର୍ଗେଟ୍ କରେ ଏବଂ ସିଲିକିକ୍ ଏସିଡ୍ କାଗଜରୁ ମୁକ୍ତ |
1. କାଷ୍ଟିଂ ସ୍ପିଡ୍ ହେଉଛି 0-250 ମିମି / ମିନିଟ୍ (ଷ୍ଟେପଲେସ୍ ସ୍ପିଡ୍ ନିୟାମକ) |5-kw ଟ୍ରାକ୍ସନ୍ ପାୱାର୍ ସହିତ ବିଭିନ୍ନ ପ୍ରକାରର ଆଣ୍ଟି-ସ୍ପିଡ୍ ସିଷ୍ଟମ୍ ଅଛି |
2. କାଷ୍ଟିଂ ସମାପ୍ତ ହେବା ପରେ, କାଷ୍ଟିଂ ଟେବୁଲ୍ ସ୍ଥିର ହାଇଡ୍ରୋଲିକ୍ ଟ୍ରାନ୍ସମିସନ୍ ସିଷ୍ଟମ୍ ଦ୍ୱାରା ପ୍ଲେଟରେ 89 ° C କୁ ଫ୍ଲିପ୍ ହୋଇପାରେ | ଅଟୋମେଟିକ୍ ବିଲେଟ୍ କାଷ୍ଟିଂ ମେସିନ୍ |
3. କାଷ୍ଟିଂ ମେସିନ୍ ଆଡଷ୍ଟସ୍ କାଷ୍ଟିଂ ଜିଷ୍ଟମ୍ (ଲେଭଲ୍ ଡ୍ଲୋଜ୍-ପ୍ୟାକ୍ ହୋଇଥିବା ହଟ୍। ଟପ୍), ଟାର୍ଗେଟ୍ ଇମ୍ ଡାହାଣ ପୋଷ୍ଟଲନ୍ ସହିତ ଡୁମି ଅଟୋମେଟବଲ୍ ଏବଂ ମୁଁ ଆଇକିକ୍ ଏସିଡ୍ କାଗଜରୁ ମୁକ୍ତ |
4. କେସିଙ୍ଗ୍ ସ୍ପିଡ୍ s 0-250 mm / ମିନିଟ୍ (ଷ୍ଟେପଲେସ୍ ସ୍ପିଡ୍ ରେଗୁଲେସନ୍}।
5. କ୍ୟାଚିଂର ଆଫ୍ଟର୍ କମ୍ପ୍ଲ୍ରଟନ୍, କାଷ୍ଟିଂ ଟେବୁଲ୍ ସ୍ଥିର ହାଇଡ୍ରୋଲାଇସ୍ ଟ୍ରା ନିମିସନ୍ ସିଷ୍ଟମ୍ ଦ୍ୱାରା 89 * C n ପ୍ଲେଟକୁ ଫ୍ଲିପ୍ ହୋଇପାରେ |
| ମୋଡେଡ୍ ନିଓ | | ବ୍ଲାଲେଟ୍ ସାଇଜ୍ ଡା।x uength (mm) | ବ୍ଲେଟ୍ qty (PC) | ଶକ୍ତି (liw) | ପ୍ରତି ସମୟ ଓଜନ (k) | Tting Angle (") | ଠିକ୍ ସେ Lx W (mm) |
| ALM-ZB3.5 " | 90 * 6000 | 54 | B | 5562 | 0-89 | 1900 * 1900 |
| ALMZB5 " | 0127 * 5000 | 32 | B | 5859 | 0-89 | 1800 * 1800 |
| AM-Z86 " | 01 52 * 6000 | 20 |
| 5876 | 0-89 | 1600 * 1600 |
| AM-287 " | 178 * 6000 | 16 |
| 6446 | 0-89 | 1600 * 1600 |
| M-288 | 9203 * 6000 | 12 | B | 6288 | 0-89 | 1600 * 1600 |
| ALM-209 " | 9230 * 6000 | 8 | B | 5382 | 0-89 | 1600 * 1600 |
| ଏକ M-2B3.5 " | 090 * 6000 | 100 | 11 | 10300 | 0-89 | 2400 * 2400 |
| AUM-2B5 " | * 127 * 6000 | 60 | 11 | 10987 | 0-89 | 2300 * 2300 |
| ALMZB5.5 " | 0140 * 6000 | 42 | 11 | 10468 | 0-89 | 2000 * 2000 |
| ALM-ZB6 " | 152 * 6000 | 36 | 11 | 10577 | 0-9 | 2000 * 2000 |
| AM-2B7 * | 178 * 6000 | 26 | 11 | 10476 | 0-89 | 2100 * 2100 |
| ALM-ZB8 "; | 203 * 6000 | 20 | 11 | 10481 | 0-89 | 1800 * 1800 |
| AM-ZB9 * | 230 * 6000 | 16 | 11 | 10764 | 0 一 9 | 1800 * 1800 |
ଉପରୋକ୍ତ Remarka ଯାନ୍ତ୍ରିକ ପାରାମିଟରଗୁଡିକ କେବଳ ଆପଣଙ୍କ ସନ୍ଦର୍ଭ ପାଇଁ |ଚୂଡ଼ାନ୍ତ ଚୁକ୍ତିନାମା ଅନୁଯାୟୀ ଫିନଲଜେଡ୍ ଡିଟାଲିସ୍ |
1) ସମାନ ସ୍ତରର ହଟ-ଟପ୍ କାଷ୍ଟିଂ ପ୍ଲେଟ୍ ଏକାଧିକ ହଟ୍-ଟପ୍ ମଡ୍ଡକୁ ସଂଯୋଗ କରିବା ପାଇଁ ଏକୀକୃତ ଯୋଗାଣ ଏବଂ ବିତରଣ ପ୍ଲେଟ୍ ବ୍ୟବହାର କରେ, ଯାହାଫଳରେ କାଷ୍ଟିଂ ଡିସ୍କର ସମଗ୍ର ସେଟ୍ରେ ଥିବା ପ୍ରତ୍ୟେକ ଧାତୁରେ ଧାତୁ ତରଳ ସ୍ତର ସମାନ ସ୍ତରରେ ଥାଏ |ସମାନ ସ୍ତରରେ କାଷ୍ଟିଂ ଡିସ୍କର ପୁରା ସେଟ୍ ରେ, ପ୍ରବାହିତ ଆଲୁମିନିୟମ୍ ତରଳ ପୂର୍ବରୁ ଗଠିତ ଆଲୁମିନିୟମ୍ ଅକ୍ସାଇଡ୍ ଫିଲ୍ମ ଅଧୀନରେ ପ୍ରବାହିତ ହୁଏ, ଯାହା ଦ୍ secondary ିତୀୟ ପ୍ରଦୂଷଣ ଏବଂ ଧାତୁର ଅକ୍ସିଡେଟିଭ୍ ଜଳିବାରେ ରୋକିଥାଏ |
2) ସେହି ସମୟରେ, ଭୂସମାନ୍ତର ସମତଳର ସମ୍ପୂର୍ଣ୍ଣ ବ୍ୟବହାର କରିବାକୁ, ମଲ୍ଟି-ରଡ୍ କାଷ୍ଟିଂକୁ ହୃଦୟଙ୍ଗମ କରିବା ପାଇଁ ଛାଞ୍ଚକୁ ଏକ ଘନ ସଜ୍ଜିତ ଛୋଟ ଛାଞ୍ଚ ଭାବରେ ଡିଜାଇନ୍ କରାଯାଇପାରିବ |
3) ବହୁ ପରିମାଣରେ ତରଳ ଆଲୁମିନିୟମ୍ ଏବଂ ରାସ୍ତାରେ କମ୍ ଉତ୍ତାପ ବିସ୍ତାର ହେତୁ କାଷ୍ଟିଂ ତାପମାତ୍ରା ହ୍ରାସ ହୋଇପାରେ, ଯାହାଫଳରେ ସ୍ଫଟିକ୍ ସବ୍କୁଲିଂ ଡିଗ୍ରୀ ବଡ଼, ସ୍ ont ତ aneous ସ୍ପୃତ ନ୍ୟୁକ୍ଲିୟେସନ୍ ହାର ଅଧିକ, ଏବଂ ଶସ୍ୟଗୁଡିକ ବିଶୋଧିତ ହୁଏ |କ୍ଷୁଦ୍ର old ାଞ୍ଚାର ଅନ୍ତର୍ନିହିତ ବ characteristics ଶିଷ୍ଟ୍ୟ ସହିତ, ତରଳ ଆଲୁମିନିୟମ୍ ହେଉଛି ଛାଞ୍ଚରେ ପ୍ରଭାବଶାଳୀ ସ୍ଫଟିକୀକରଣ ଉଚ୍ଚତା ସାଧାରଣ ହଟ-ଟପ୍ କାଷ୍ଟିଂ ତୁଳନାରେ ଛୋଟ, ତରଳ ଗୁହାଳର ଗଭୀରତା ଅଳ୍ପ, କାଷ୍ଟ ରଡର ପୃଥକତା ସ୍ତର ପତଳା | , ଶସ୍ୟଗୁଡିକ ଅଧିକ ସମାନ, ଏବଂ ଦୃଶ୍ୟ ଚିକ୍କଣ |
4) ଯନ୍ତ୍ରପାତିଗୁଡିକ ସମୁଦାୟ ଭାବରେ ଏକତ୍ରିତ ହୋଇଛି, ଅର୍ଥାତ୍ କାଷ୍ଟିଂ ପ୍ଲାଟଫର୍ମ ଏବଂ ଡମି ବେସ୍ ସ୍ଥିର ହୋଇ ପରସ୍ପର ସହିତ ମିଳିତ ହୋଇ, ଏବଂ ପରେ କାଷ୍ଟିଂ ମେସିନ୍ ଏବଂ ଟିଲିଙ୍ଗ୍ ମେକାନିଜିମ୍ ଚ୍ୟାସିରେ ସ୍ଥାପିତ ହୋଇ, ଏବଂ ଏହା ସହିତ ଏକତ୍ର ବ୍ୟବହୃତ ହୁଏ | ତାର ଦଉଡି କିମ୍ବା ହାଇଡ୍ରୋଲିକ୍ ଗାଇଡ୍ ସ୍ତମ୍ଭ ଲିଫ୍ଟ |
2. ଉତ୍ପାଦର ସୁବିଧା
1) ଉପର ମଡ୍ଡ ଶଣ୍ଟ ପ୍ଲେଟର ପ୍ରବାହ ଖୋଲିବା ପାଇଁ ଟ୍ରାପେଜଏଡାଲ୍ ଡିଜାଇନ୍ ଗ୍ରହଣ କରାଯାଇଛି, ଯାହା ତରଳ ପ୍ରକ୍ରିୟା ସମୟରେ ଆଲୁମିନିୟମ ଟାଙ୍ଗିବା ଘଟଣାକୁ ହ୍ରାସ କରିପାରେ, ଯାହାଦ୍ୱାରା ଶଣ୍ଟ ପ୍ଲେଟର ସେବା ଜୀବନ ବ increasing ିପାରେ |
)) ଆଲୁମିନିୟମ୍ ରଡ୍ ପୃଷ୍ଠରେ ଆଲୁମିନିଜ୍ ଏବଂ ଚିତ୍ର ଆଙ୍କିବା ଘଟଣାକୁ ଏଡାଇବା ପାଇଁ ଉପର ଡାଏ ପ୍ଲେଟ୍ ଗାଇଡ୍ ଟ୍ୟୁବ୍ ଏବଂ ଆଡାପ୍ଟର ପ୍ଲେଟର ଇଣ୍ଟିଗ୍ରେଟେଡ୍ ଡିଜାଇନ୍ ଗ୍ରହଣ କରେ ଏବଂ ସେହି ସମୟରେ ଏହା ଅଂଶ ପିନ୍ଧିବାର ମୂଲ୍ୟ ହ୍ରାସ କରିପାରେ |
)) ଆଭ୍ୟନ୍ତରୀଣ ଜଳ ସ circula ୍ଚାଳନ ଶୀତଳତା ଗ୍ରହଣ କରାଯାଏ, ଡାଇଭର୍ଟର ପ୍ଲେଟର ଉତ୍ତାପ ସଂରକ୍ଷଣ ପ୍ରଭାବ ଏବଂ ମୁଖ୍ୟ ଗଭୀର ଭଲ, କାଷ୍ଟିଂ ପ୍ରକ୍ରିୟା ସମୟରେ ତରଳ ସ୍ତରର ଉତ୍ତୋଳନ ଛୋଟ, ଏବଂ ସ୍ଲାଗ୍ ଏବଂ ସ୍ଲାଗ୍ ବହନ କରିବା ସହଜ ନୁହେଁ |





